Wady. Rodzaje wad produktu, przyczyny, wykrywanie i korekta
Odkrycie wady dowolnego produktu w naszych czasach jest bardzo powszechnym zjawiskiem. A jeśli zakup niskiej jakości wyrobów pasmanteryjnych może zmienić się w stratę pieniędzy, naruszenie technologii produkcji maszyn i sprzętu pociągnie za sobą znacznie poważniejsze i negatywne konsekwencje, w tym śmierć ludzi. Ten artykuł zawiera ogólną klasyfikację wad, opisuje przyczyny ich występowania, a także sposoby eliminacji (jeśli to możliwe). Szczególną uwagę przywiązuje się do naruszeń wewnętrznej struktury metali i niskiej jakości połączeń spawanych, jako wad stanowiących największe zagrożenie dla społeczeństwa. Często przyczyną katastrof na dużą skalę są defekty spoin.

Główne postanowienia
Istnieje wiele definicji i koncepcji defektu. Zasadniczo wadą jest niespójność określonego produktu z dokumentacją projektową, standardami i normami branżowymi, a także z GOST. Mogą być ukryte (niemożliwe do rozpoznania gołym okiem) i jawne. Te ostatnie są również nazywane defektami powierzchniowymi.
Rodzaje wad mogą być również klasyfikowane zgodnie ze stopniem wpływu na zdolność produktu do wykonywania przypisanych mu funkcji: nieistotnych, znaczących, a także krytycznych. Nie ma jednej recepty na przypisanie wady do konkretnej klasy. Można powiedzieć, że zbiorowe badanie grupy specjalistów. Konieczne jest uwzględnienie wykresu obciążenia produktu, obecności (braku) koncentratorów naprężeń, lokalizacji wady.
Rodzaje wad mogą być całkowicie identyczne, ale wpływ na wydajność danego konkretnego produktu może być różny i bardzo znaczący. Tak więc, powiedzmy, rozwój sprzedaży kruchości drugiego rodzaju stali, z której powstaje pokera, nie wpłynie na jego wydajność i żywotność. Jeśli jednak taki defekt wystąpi w materiale wysokoobciążonego wału o dużej prędkości, po prostu rozbije się na małe fragmenty, gdy zgromadzi się znaczne zmęczenie z dynamicznych obciążeń o wysokiej częstotliwości.
Zapobieganie i zapobieganie defektom
Aby zminimalizować prawdopodobieństwo wystąpienia wad, konieczne jest ostrożne i odpowiedzialne podejście do etapu przedprodukcyjnego, a także spełnienie wszystkich wymagań dokumentacji technologicznej i projektowej:
- Przed rozpoczęciem spawania powierzchni należy upewnić się, że te ostatnie mają prawidłową geometrię;
- sam proces musi być przeprowadzony zgodnie ze wszystkimi normami trybów przetwarzania; brak odpowiednich kwalifikacji wykonawcy jest w większości przypadków przyczyną małżeństwa; rozwiązaniem może być zastosowanie specjalnych spawarek i robotów, które umożliwiają uzyskanie wysokiej jakości i jednolitego szwu na wszystkich długościach;
- każde spawanie po zakończeniu pracy musi być sprawdzone przez specjalistów Działu Jakości pod kątem obecności ukrytych i oczywistych wad; Ten środek pozwala na określenie czasu i podjęcie kroków w celu wyeliminowania małżeństwa.

Drobne defekty
Ten rodzaj defektu nie może wpływać na wydajność produktu i powodować awarię węzła lub mechanizmu. Ponadto jego obecność nie wpływa na bezpieczną pracę urządzenia. Tego rodzaju defekty obejmują wszelkie zewnętrzne naruszenia: plamy, nieregularny kształt, obecność pustek na powierzchni kutego przedmiotu obrabianego, które są następnie usuwane podczas obróbki itp.
Znaczące wady
Istotne wady obejmują obecność, która ma znaczący wpływ na działanie produktu i jego okres użytkowania, ale które nie są uważane za krytyczne. Innymi słowy, w obecności tego rodzaju defektów, właściwości produktu pogarszają się nieco, ale nadal mogą być używane bezpośrednio do zamierzonego celu. Przykładem takiego niedopasowania dokumentacji projektowej jest obecność niewielkich porów na powierzchni wyrobów stalowych.

Rodzaje defektów krytycznych
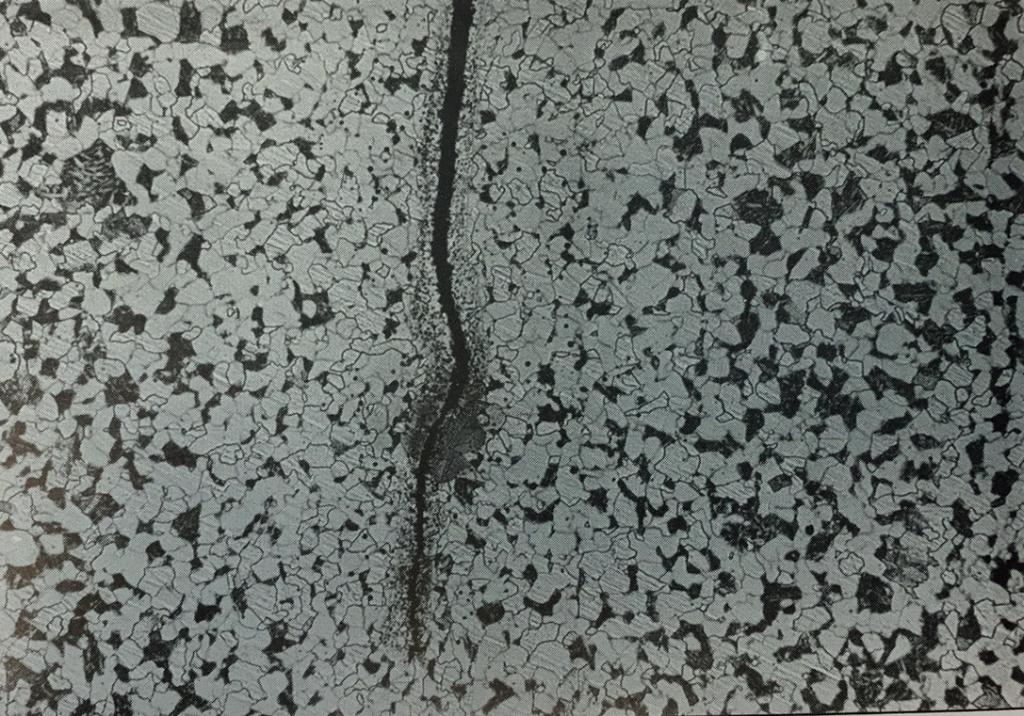
Wada, której wystąpienie uniemożliwia wykorzystanie określonego produktu zgodnie z jego przeznaczeniem (ze względów bezpieczeństwa iz powodu braku fizycznej zdolności), nazywana jest krytyczną. Przykłady takich defektów nie potrzebują długo wymyślać. Klasyczną wadą krytyczną jest oparzenie stali (wada metalowa, w której granice ziaren są utleniane w wyniku znacznego przekroczenia dopuszczalnej temperatury obróbki cieplnej, a materiał staje się kruchy). Produkcja elementów i wyrobów z takiej stali jest surowo zabroniona. Ten rodzaj wad należy do kategorii nieodwracalnych wad. Jest tylko jedno wyjście: przetapianie stali i uzyskanie, po wyżarzaniu, równowagowej struktury metalowej o początkowych właściwościach mechanicznych i fizycznych.
Wady spoin obciążonych elementów są również krytyczne. Spawanie jest na ogół bardzo poważnym i odpowiedzialnym zajęciem, ściśle regulowanym przez wiele przepisów ustawowych i wykonawczych. Kontrola jakości połączeń spawanych przeprowadzana jest przez wysoko wykwalifikowanych specjalistów przy użyciu skomplikowanego i bardzo drogiego wysoko wyspecjalizowanego sprzętu do wykrywania ukrytych wad. Rodzaj wady, a także jej znaczenie, należy określić z dokładnością jubilerską.
Metody wykrywania defektów
Obecność wad wskazuje na poważne naruszenie procesu. Im prędzej zostaną odkryte, tym szybciej zostaną podjęte działania w celu ich wyeliminowania. Wpływa to bezpośrednio na wyniki ekonomiczne przedsiębiorstwa przemysłowego, aw niektórych przypadkach może zapobiec katastrofie i śmierci.
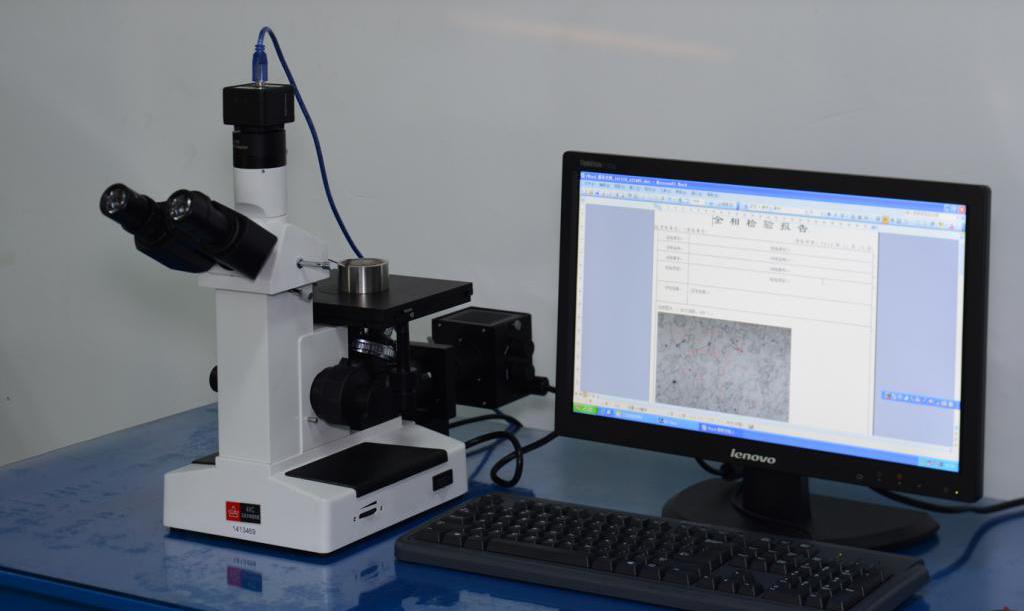
Główne metody wykrywania defektów są następujące: wizualne (do 30-krotnego powiększenia, można zastosować szkło powiększające), sprawdzanie właściwości mechanicznych (udarność, wytrzymałość na rozciąganie, zimna kruchość, czerwona kruchość itd.), Monitorowanie za pomocą mikroanalizy (przy użyciu optycznych i elektronicznych mikroskopów metalograficznych), monitorowanie za pomocą promieniowania rentgenowskiego, kontroli ultradźwiękowej, badania odporności na korozję (z reguły stosuje się specjalne wyposażenie - kąpiele solne przeciwmgielne ).
Wewnętrzne defekty w strefie spawania
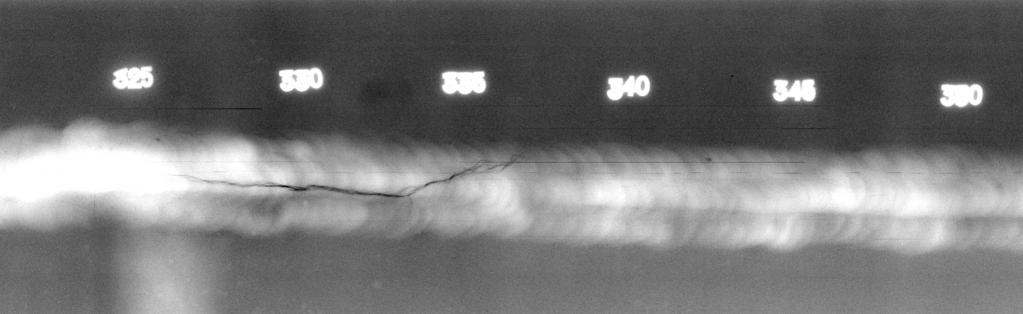
Defekty spawów są w większości przypadków ukryte i można je zobaczyć tylko za pomocą specjalnego sprzętu. Dlatego ten rodzaj małżeństwa jest szczególnie niebezpieczny. Proces spawania produktów jest bardzo trudny. W niektórych przypadkach strefa spawania jest podgrzewana do określonej temperatury w celu zapewnienia maksymalnej jakości spoiny.
W spoinie mogą wystąpić następujące rodzaje defektów wewnętrznych: pory, tlenki metali i inkluzje niemetaliczne, niepełna penetracja spoiny, pękanie, przegrzanie, wypalenie.
Pory to wnęki, w których gazy (wodór, dwutlenek węgla i inne) gromadzą się pod wysokim ciśnieniem. Takie defekty mogą powodować kruche pękanie w strefie spawania. Powodem występowania wad tego typu są słabej jakości i wilgotne elektrody spawalnicze, obecność tlenków metali na spawanej powierzchni.
W przypadku defektu, takiego jak wewnętrzny brak penetracji, cała wina może zostać nałożona na spawacza. Najprawdopodobniej praca została wykonana przez niedoświadczonego pracownika, który dopiero niedawno uzyskał zawód. Brak penetracji polega na braku spoiny w pewnej (zwykle małej) sekcji. Oprócz niewykwalifikowanego personelu, defekt ten może wystąpić, gdy istnieje mała szczelina pomiędzy zgrzewanymi powierzchniami, przyspieszonym zasilaniem roboczym, obecnością tlenków i innych obcych wtrąceń niemetalicznych w strefie topienia elektrody. W przypadku spawania łukiem elektrycznym niewłaściwie dobrane tryby mogą powodować (przede wszystkim obecną siłę).
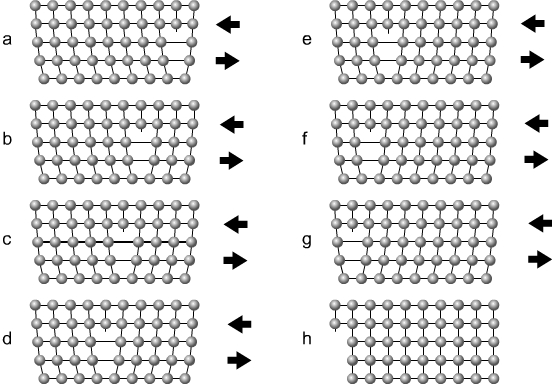
Pęknięcia mogą występować zarówno w przekroju podłużnym, jak i poprzecznym. Ta wada jest szczególnie niebezpieczna, ponieważ rozprzestrzenianie się pęknięć nie ogranicza się do strefy napawania, ale często wpływa również na spawane produkty.
Przegrzewanie następuje z powodu przepływu wtórnej rekrystalizacji metalu (przyspieszony wzrost ziarna w wyniku absorpcji sąsiadujących ziaren). Taka konstrukcja prowadzi do tego, że strefa spawania jest krucha. Zewnętrznie, taka wada nie daje o sobie znać. Aby móc porównać wynik metalu ze skalą odniesienia, należy wyciąć próbkę kontrolną, polerować, polerować, a następnie wytrawić gładką powierzchnię specjalnym odczynnikiem (4-6% roztwór kwasu azotowego na alkohol) w celu zidentyfikowania granic ziaren. I dopiero po tym zestawie miar w celu uzyskania mikroskopu metalograficznego będzie można zobaczyć strukturę stali. Jeżeli zniszczenie konstrukcji jest niedopuszczalne, wówczas możliwe jest polerowanie i wytrawianie części spoiny, a następnie przymocowanie specjalnego mikroskopu mobilnego do konstrukcji.
Eliminacja wad wewnętrznych
Klasyfikacja defektów może być również przeprowadzona zgodnie z zasadą możliwości eliminacji negatywnych skutków usterki i przywrócenia działania mechanizmu. Wady spawane, w przeważającej części, są nie do odzyskania. To nakłada wielką odpowiedzialność na wykonawców i inżynierów, którzy rozwijają proces technologiczny.
Jednak niektóre rodzaje niespójności w procesie technologicznym można nadal wyeliminować w razie potrzeby. W szczególności korektę wad można przeprowadzić w przypadku tak zwanego przegrzania. Aby to zrobić, cała konstrukcja jest umieszczona w piecu, jest tam przechowywana przez jakiś czas w danej temperaturze (powyżej linii PSC na schemacie żelazo-węgiel), a następnie schładza się razem z piecem. Oczywiste jest, że nie wszystkie wzory mogą zmieścić się w niewielkiej przestrzeni pieca. W związku z tym przywrócenie normalnych rozmiarów ziaren nie zawsze jest możliwe ze względu na brak niezbędnej bazy materiałowej i technicznej.
Zewnętrzne defekty w obszarze spoin i sposoby ich eliminacji
Takie wady są wykrywane przez wizualną kontrolę spoiny. Główne rodzaje wad tego rodzaju można przypisać odchyleniu od podanych wymiarów geometrycznych, pojawieniu się tzw. Ugięć i podcięć, braku penetracji i przepalenia.
Naruszenie geometrycznych wymiarów spoiny następuje z reguły z winy niedoświadczonego spawacza. Oprócz czysto zewnętrznej strony obecność takiego defektu niekorzystnie wpływa na właściwości mechaniczne wszystkich spawanych konstrukcji. Aby wyeliminować taką wadę jest prawie niemożliwe. Tak, a praca będzie bardzo droga. Dlatego nie zaleca się przypisywania spawania odpowiedzialnych produktów nowo przybyłym w zawodzie.
Rush - to także "choroba" wielu niedoświadczonych spawaczy. Występuje w wyniku nadmiernego topienia metalu elektrod podczas powolnego podawania roboczego. Takie wady są klasyfikowane jako drobne i wpływają tylko na wygląd spoiny. Wyeliminowane przez obróbkę szwu (frezowanie, szlifowanie, struganie, dłutowanie itp.).
W przeciwieństwie do ugięcia, tak zwane podcięcia charakteryzują się niewystarczającym stopieniem materiału. Wada polega na tworzeniu się niewypełnionych obszarów na styku spawanych produktów. Podcięcie, w zależności od konkretnych warunków technicznych, można przypisać zarówno naprawialnej, jak i nieodwracalnej wadzie. Tak więc, jeśli taka wada powstała podczas spawania bardzo ważnych powierzchni (reaktorów elektrowni jądrowych, kadłuba łodzi podwodnej itp.), Wówczas nie podlega korekcie. Każda interwencja w tym przypadku w celu skorygowania spoiny jest poważnym naruszeniem, które może mieć bardzo poważne konsekwencje. Jeśli jednak przyszły projekt nie jest integralną częścią bardzo ważnego węzła lub mechanizmu, wówczas dozwolona jest korekta podcięcia przez wielokrotny spaw.
Zewnętrzne niecałkowite połączenie, jak również wewnętrzne, charakteryzuje się brakiem połączenia między materiałem elektrody a spawanymi powierzchniami. Eliminacja takiej wady jest ekonomicznie niepraktyczna, ponieważ wymaga usunięcia materiału roztopionej elektrody ze szczeliny między zgrzewanymi powierzchniami.
Pęknięcia na powierzchni spoiny są klasyfikowane jako defekty powierzchni. Może być formowany wzdłuż spoiny wzdłuż linii styku spawanych produktów oraz w przekroju poprzecznym. Najczęściej takie defekty występują w wyniku nierównomiernego nagrzewania się części produktów spawanych w strefie reflow metalowej. Dlatego podczas pracy z produktami krytycznymi, wstępne ogrzewanie termiczne produktów odbywa się w spawanej strefie obróbki blacharskiej.
Wypalenie powstaje w wyniku znacznego miejscowego przegrzania metalu i powstania przelotowego otworu, przez który przepływa ciekły stop. Aby wyeliminować taką wadę można jedynie spawać latka bezpośrednio nad otworem. Ale z oczywistych względów to rozwiązanie nie nadaje się na każdą okazję.
Główne metody zapobiegania występowaniu wad
Po przeprowadzeniu operacji w celu usunięcia wad konieczne jest przeprowadzenie dokładniejszej kontroli jakości spoiny. W końcu często próby wyeliminowania małżeństwa tylko pogłębiają sytuację. Jeśli defekty zostaną ujawnione ponownie, zaleca się, aby nie wysyłać takich produktów do przeglądu, ale zapisywać je jako wady produkcyjne. Faktem jest, że wielokrotne ogrzewanie i chłodzenie metali może prowadzić do niepożądanych zmian strukturalnych w stali, a także do występowania wielu defektów w strukturze krystalicznej metalu.
Ani technologia, ani dobre wynagrodzenie inżynierów i pracowników nie może w pełni zagwarantować braku małżeństwa. Dobry i doświadczony spawacz jest w stanie uzyskać niesamowite rezultaty, nawet na starym i dalekim od najlepszego sprzętu. Dlatego głównym celem w zapobieganiu małżeństwu spawania jest ciągłe doskonalenie umiejętności i motywacji pracującego personelu. Konieczne jest, w każdy możliwy sposób, poprawa kultury produkcji, zwiększenie zbiorowej odpowiedzialności brygady robotniczej, nawiązanie dobrych relacji w zespole.