Pasta lutownicza: jak używać? DIY pasty lutowniczej
Każdy rodzaj technologii elektronicznej jest połączeniem obwodów drukowanych i obwodów, bez których funkcjonowanie elektroniki jest niemożliwe. Wytrzymałość i niezawodność połączeń lutowanych na tych powierzchniach zależy nie tylko od profesjonalizmu pracownika, od sprawności maszyny, ale także od substancji użytej do lutowania, przestrzegania zasad jej działania i warunków przechowywania.
Informacje ogólne
Pasta lutownicza to masa o konsystencji pasty, która składa się z wielu małych cząstek sferycznego lutowia, topnika i różnych dodatków. Dlaczego jest potrzebny i co z tym zrobić?

Pasty lutownicze są stosowane do montażu powierzchniowego elementów elektronicznych poprzez lutowanie na obwodach drukowanych, hybrydowych układach scalonych, podłożach ceramicznych. Po naniesieniu na powierzchnię kompozycja pozostaje aktywna przez kilka godzin. Zakres zastosowania - przemysł.
Co powinno być
Pasta lutownicza musi spełniać określone wymagania:
- nie utleniaj;
- nie rozpadaj się szybko na warstwy;
- zachowują właściwości lepkości i kleistości;
- pozostawiają tylko odpady po lutowaniu;
- Nie chlapnąć, gdy wystawiony jest na działanie wysokiej temperatury źródła ciepła;
- nie wpływają niekorzystnie na planszę z technicznego punktu widzenia;
- ulegają tradycyjnym rozpuszczalnikom.
Charakterystyka
Kształt i wymiary cząstek lutowia
Charakterystyka cząstek lutowia decyduje o tym, w jaki sposób pasta lutownicza zostanie nałożona na powierzchnię. Związki z małymi cząstkami są znacznie mniej podatne na utlenianie. Ponadto, jeśli substancja do lutowania ma duże cząsteczki o nieregularnym kształcie, grozi to zablokowaniem szablonu, dlatego procedura aplikacji ulegnie zniszczeniu.
Udział metalu w kompozycji
Wskaźnik ten określa grubość stopionego lutowia, zależy od tego stopień opadu i rozprzestrzenianie się substancji do lutowania. Grubość związku po ponownym napływie jest wprost proporcjonalna do ciężaru metalu w paście: im wyższy jest jej udział procentowy, tym większa jest gęstość związku po stopieniu pasty lutowniczej. Wybór metody aplikacji zależy również od stężenia metalu. Jeśli więc pasta lutownicza zawiera ją w objętości 80%, powinna być nakładana w procesie matrycowym, jeśli 90% - przez dawkowanie.
Rodzaj strumienia w paście
Wpływa na poziom aktywności substancji, obecność potrzeby mycia. W zależności od metody usuwania pozostałości topnika istnieją trzy grupy strumieni:
- Kalafonia. Głównym składnikiem jest oczyszczona naturalna żywica, którą ekstrahuje się z drewna sosnowego. Przepływy kalafonii dzielą się na nieaktywne, średnio aktywowane i aktywowane lekko korozyjne. Te pierwsze charakteryzują się minimalnymi wskaźnikami aktywności, te drugie są dość łatwe do czyszczenia, zapewniają dobre zwilżanie i płynność lutowania, a jeszcze inne charakteryzują się najwyższymi wskaźnikami aktywności i niskim popytem.
- Można prać w wodzie. Zawierają kwasy organiczne. Zastosowanie strumienia przepłukanego wodą jest gwarancją uzyskania dobrego wyniku lutowania, podczas gdy istnieje zapotrzebowanie na przemywanie dejonizowaną wodą o temperaturze 55-65 stopni.
- Wyprane. Nie potrzebujesz prania. Wykonane na bazie żywic naturalnych i syntetycznych. Ciężar właściwy żywicy w składzie takich strumieni wynosi 35-45%. Wykazują średnią aktywność, ich pozostałości po lutowaniu nie są korozyjne i przewodzące, a stężenie stałych wydzieleń może osiągnąć maksymalnie 2%.
Właściwości

Lepkość
To nic innego jak gęstość pasty lutowniczej. Pasta jest wyposażona w zdolność do zmiany stopnia lepkości pod wpływem obciążenia mechanicznego. Można to określić za pomocą specjalnych urządzeń: wiskozymetrów Brookfielda i Malcolma. Z reguły wskaźnik ten oznaczany jest za pomocą metody oznaczania.
Szkic
Pasty lutownicze mają zdolność powiększania się po nałożeniu nadruku na powierzchnię. Analizowany wskaźnik powinien być na niskim poziomie, ponieważ znaczny wzrost wielkości odcisku pasty lutowniczej powoduje powstawanie mostków.
Czas, aby zapisać właściwości
Znajduje to odzwierciedlenie w takich wskaźnikach, jak najdłuższy czas przebywania substancji na szablonie przed aplikacją lub po aplikacji, co nie pociąga za sobą pogorszenia właściwości. W większości przypadków wartość pierwszego parametru wynosi 8-48 godzin, a druga - 72 godziny. Liczby te są rejestrowane przez producenta na opakowaniu. Można go określić jako jeden parametr (jeden z dwóch) lub oba.
Lepkość
Identyfikuje zdolność pasty lutowniczej do utrzymywania komponentów SMD w miejscu po zainstalowaniu ich na powierzchni i przed lutowaniem. Stopień lepkości wskazuje na "żywotność" pasty i decyduje o jej trwałości. Oblicza się ją za pomocą specjalnego testu, w którym wykorzystuje się tradycyjny tester, który jest w stanie zmierzyć siłę wymaganą do przesunięcia elementu o określonych parametrach wagowych z obszaru pastowatej substancji o różnych rozmiarach.
Obecność zdolności klejenia i jej poziom zależy od rodzaju pasty lutowniczej. Średnio czas przebywania mieści się w zakresie 4-8 godzin, a maksymalna szybkość, która jest typowa dla wielu past, może osiągnąć 24 godziny lub więcej.
Pasta lutownicza: jak używać
Zasady działania można podzielić na trzy bloki:
1. Ogólne warunki użytkowania:
- pomieszczenie, w którym odbywa się lutowanie, musi być czyste, a nie źródłem lub miejscem koncentracji pyłu lub jakichkolwiek innych zanieczyszczeń;
- do użytku osobistego okulary ochronne do oczu i rękawiczek do rąk;
- do mycia już nałożonej pasty z powierzchni płyty do zastosowania alkohol izopropylowy lub inne rozpuszczalniki.
2. Przed otwarciem opakowania:
- umieścić pastę w pomieszczeniu, w którym temperatura wynosi 22-28 stopni, a wilgotność - 30-60%;
- przed otwarciem opakowania utrzymuj pastę w temperaturze pokojowej przez co najmniej kilka godzin, a stosowanie sztucznych metod ogrzewania substancji jest surowo zabronione;
- podczas pracy środek lutowniczy powinien być regularnie mieszany.
3. Po otwarciu opakowania:
- nałożyć około 2/3 całkowitej ilości środka lutowniczego na tkaninę sitową;
- Biorąc pod uwagę prędkość procesu produkcyjnego, gdy stosowana jest pasta, pozostałą substancję lutowniczą należy dodać małymi porcjami;
- Jeśli drukowanie zostanie zakończone, a pasta lutownicza do montażu powierzchniowego pozostanie, w żadnym wypadku nie należy go mieszać z nowym, ale należy go przechowywać w oddzielnym pojemniku w urządzeniu chłodniczym;
- jeśli lutowanie działa nie koniec, aby je kontynuować, można użyć zarówno gotowej pasty lutowniczej, jak i nowej, głównym warunkiem jest wymieszanie wcześniej otwartej pasty w stosunku 1: 2 z nową i dokładne wymieszanie w celu uzyskania jednorodnej masy;
- montaż elementów na Płytka drukowana w gruncie rzeczy powinien być produkowany tak szybko, jak to możliwe, w tym samym przyspieszonym tempie, a następnie musi zniknąć później;
- w przypadku wymuszonej przerwy w pracy, która przekracza 60 minut, resztki pasty lutowniczej (to znaczy pasty, która została nałożona na szablon, ale nie w pełni wykorzystana) powinny zostać usunięte do specjalnego pojemnika i szczelnie zamknięte;
- w celu uzyskania wysokiej jakości sitodruku zalecane jest czyszczenie matrycy co 40-45 minut.

Metody aplikacji
Pasty lutownicze można nakładać na dwa sposoby: strumień kropelkowy i ekran. Pierwszy opiera się na użyciu dozowników, a drugi - na użyciu drukarek ekranowych.
Metoda Kaplestruyny
Wydruk nadrukowy jest metodą nakładania materiału lutowniczego przez "strzelanie" go w temperaturze pokojowej (około 30 stopni) z kartridża przez wyrzutnik na płytkę z obwodem drukowanym dokładnie w miejscu, w którym powinna być nałożona pasta, w oparciu o płytkę drukowaną. Kaseta jest w ciągłym ruchu, zgodnie z rzędną i odciętą nad powierzchnią płytki z obwodem drukowanym. Zależy od poprawności aplikacji warstwy lutowniczej. Kaseta zatrzymuje się dokładnie tam, gdzie jest potrzebna, a dokładnie w momencie, gdy jest potrzebna, dzięki prawidłowo działającemu systemowi napędowemu. W domu nie można używać wyrzutnika ani wkładu, ale innego dozownika pasty do lutowania - strzykawki.
Metoda szablonu
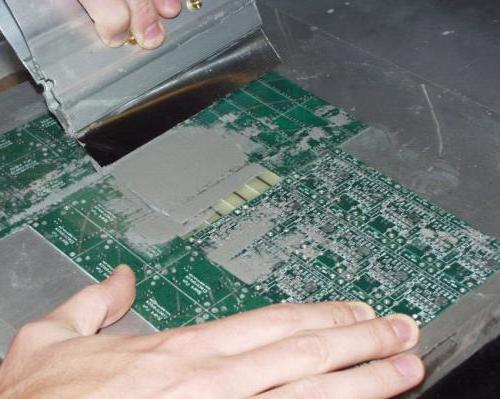
Cieszy się największą popularnością, co oznacza nakładanie pasty na powierzchnię lutowania poprzez przebijanie otworów w tkaninie ekranu za pomocą specjalnie zaprojektowanego narzędzia - ściągaczki. W tym przypadku wycieraczka wykonuje ruch ruchomy na powierzchni szablonu w pozycji poziomej.
Instrukcje krok po kroku z użyciem metody szablonu:
- Krok 1. Zamocuj powierzchnię lutowania (płytka) w obszarze roboczym.
- Krok 2. Połącz płytkę do lutowania i szablon z absolutną precyzją.
- Krok 3. Ściśnij lub nałóż wymaganą ilość pasty lutowniczej na tkaninę sitową.
- Krok 4. Przełóż pastę przez szablon za pomocą ściągaczki.
- Krok 5. Sprawdź cechy jakościowe lutownicy.
- Krok 6. Usuń powierzchnię lutowia.
- Krok 7. Oczyść szablon.
Warunki przechowywania
Pasta lutownicza wymaga nie tylko zgodności z regułami działania, ale także specjalnych warunków przechowywania, z których najważniejsze to:
- temperatura pomieszczenia, w którym przechowywana jest substancja, nie może przekraczać 25 ° C;
- zakres temperatury przechowywania pasty zależy od producenta i może być w zakresie 4-10 ° C;
- okres przechowywania pasty przy przechowywaniu w zalecanych warunkach dla kompozycji z topliwymi w wodzie topnikami wynosi 3-6 miesięcy, a nieusuwalny - 6-12 miesięcy;
- lutowanie za pomocą pasty lutowniczej należy przeprowadzić w pomieszczeniu, w którym wskaźnik wilgotności względnej odpowiada 60-80%.
- rozpoczęte pasty mogą przechowywać nie więcej niż 12 godzin;
- w celu zmniejszenia stopnia degradacji, który pozostał po poprzednim procesie lutowania, pastę można stosować w nowych pracach lutowniczych, ale tylko po dodaniu nowego;
- Banki, naboje i strzykawki ze środkiem lutowniczym należy przechowywać tylko w pozycji pionowej, z końcówkami strzykawki skierowanymi do dołu, aby wyeliminować możliwość oddzielenia.
Warunki temperaturowe
Pasty lutownicze są wrażliwe na zasadniczo niskie i wysokie wartości temperatury. Biorąc pod uwagę, że podstawa zawiera dwa materiały o różnej gęstości (topnik i lut), możliwe jest naturalne rozdzielenie strumienia i innych składników lutownicy, a także pojawienie się cienkiej warstwy topnika nad powierzchnią. Obecność pasty pod wpływem wysokich temperatur przez długi czas prowadzi do znacznego oddzielenia strumienia i pozostałej pasty, powodując tworzenie się grubej warstwy powierzchniowej strumienia. Jaki jest wynik? I okazuje się, że pasta lutownicza traci swoje właściwości, a zatem zastosowanie jej na powierzchni będzie wadliwe. Zakres temperatur, który jest wyższy niż 30 ° C, i w ogóle wywołuje chemiczny rozkład lutującej substancji.
Po wystawieniu na działanie niskich temperatur pasta traci swoją zdolność zwilżania, ponieważ aktywatory strumienia częściowo lub całkowicie wytrącają się. Kompozycje niektórych producentów mogą być nadal przechowywane w temperaturze od -20 do + 5 ° С.
Narażenie na działanie wilgoci
Najbardziej szkodliwe działanie na pastę lutowniczą nie są niskie i wysokie temperatury, ale wilgoć. Jeżeli poziom wilgoci jest podwyższony, kulki lutowia, które znajdują się w kompozycji pasty, zaczynają się utleniać z dużą szybkością, co prowadzi do strat aktywatorów strumienia w celu oczyszczenia kulek, a nie na powierzchniach do lutowania, jak powinno być. Kiedy wilgoć dostaje się do pasty smarującej, powstają zworki i kulki lutownicze, strumień / lut jest rozpylany, elementy elektroniczne są przemieszczane podczas procesu lutowania, czas retencji elementów elektronicznych jest zmniejszony.
Czy mogę to zrobić w domu

Czy pasta do majsterkowania może być tworzona w domu? Oczywiście, tak!
Przepis 1
Składniki: olej z ziaren palmowych, chlorek amonu (5-10%), chlorowodorek aniliny.
Przygotowanie: chlorek amonu i chlorowodorek aniliny zmieszany z olejem z ziaren palmowych w celu uzyskania jednorodnej masy ciastowatej.
Przepis 2
Składniki: olej roślinny (100 g), łój wołowy (300 g), naturalna kalafonia (500 g), chlorek amonu (100 g).
Sposób przygotowania: olej, tłuszcz i kalafonia topią się w szerokiej porcelanowej miseczce w łaźni wodnej. Funt amonowy w proszku i dodać do mieszaniny. Dokładnie wymieszaj, aby utworzyć pastę.
Przepis 3
Składniki: chlorek amonu (100 g), olej mineralny (900 g)
Sposób przygotowania: zmielić składniki porcelany w moździerzu. Przechowywać w zamkniętym szklanym słoiku.