Drut proszkowy do półautomatycznego: cechy aplikacji, właściwości, cena
Współczesne procesy spawalnicze są przeprowadzane z różnymi opcjami. Spawanie elektryczne (MMA) i półautomatyczne spawanie (MIG / MAG) w środowisku ochronnym wytworzonym przez gazy obojętne zyskały największą popularność.
Pomimo wygody pracy jako półautomat, ta metoda ma niewystarczającą mobilność. Masywny butla gazowa wiąże się ze stałym miejscem pracy. Zastosowanie drutów rdzeniowych do półautomatów pomoże rozwiązać ten problem.
Pracuj z półautomatycznym urządzeniem
Półautomatyczne urządzenia spawalnicze już dawno przestały być techniczną nowością. Przenieśli się z profesjonalnego środowiska do domu. Popularność urządzeń MIG i MAG wynika z faktu, że wymagania dotyczące umiejętności spawacza są minimalne w przypadku pracy z nimi. Znając poprawne ustawienia natężenia prądu i prędkości podawania drutu, łatwo uzyskać wysokiej jakości połączenie.
Półprofesjonalne urządzenia są niedrogie w porównaniu do profesjonalnych i dostępne dla tych, którzy chcą wykonać naprawę ręcznie. Ale jest wada, która minimalizuje użycie tych urządzeń - ciężkiego butli z gazem.

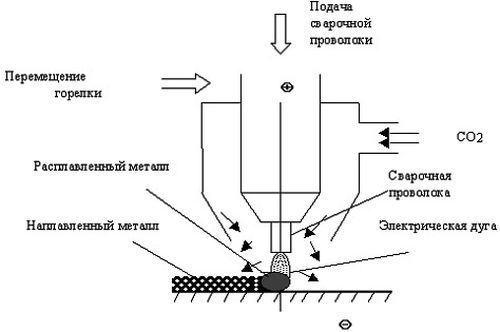
Proces spawania odbywa się w środowisku ochronnym. Wykorzystuje gazy obojętne: argon, hel, dwutlenek węgla. Ich wybór zależności od łączonych metali. Najczęściej stale konstrukcyjne są spawane. Używa się do nich dwutlenku węgla. Pompuje się go pod ciśnieniem 55 atm. w balonie ważącym ponad 60 kg. Dlatego ten rodzaj spawania ma kilka wad:
- Zapotrzebowanie na okresowe napełnianie butli. Stacje benzynowe nie znajdują się w każdej wiosce.
- Mała mobilność. Do transportu butli gazowych wymagane jest skonstruowanie specjalnego urządzenia.
- Raz na kilka lat wymagana jest ponowna ocena cylindra, co wiąże się z czasem i kosztami finansowymi.
Możliwe jest spawanie drutem bez zawartości dwutlenku węgla, ale jakość połączenia będzie bardzo niska. Podczas pracy przy niskich prądach drut będzie przyklejał się do powierzchni, ponieważ łuk spawalniczy będzie niestabilny. Przy dużych prądach, jeziorko spawalnicze będzie rozpylać, a szew będzie porowaty.
Wyjście znajduje się: aby zamknąć strumień proszku wewnątrz drutu spawalniczego dla urządzenia półautomatycznego, które, topiąc, stworzy środowisko ochronne. Taki drut nie różni się swoimi zewnętrznymi parametrami od zwykłego i jest odpowiedni do pracy z mechanizmem ciągnącym urządzenia.

Zalety drutu rdzeniowego
Kiedy powinienem przełączyć się na spawanie drutem proszkowym do maszyny półautomatycznej? Przy niewielkich nakładach pracy, a także jeśli urządzenie jest używane okazjonalnie, nie ma potrzeby zakupu butli z gazem. Ochronna kompozycja strumienia z powodzeniem zastąpi dwutlenek węgla. Brak urządzeń gazowych pozwoli na stosowanie aparatów MIG i MAG na wszystkich stanowiskach pracy, w których z uwagi na mobilność wykorzystywane były wcześniej falowniki MMA.

Spawanie z półautomatycznym drutem proszkowym zapewnia następujące korzyści:
- Brak dodatkowego wyposażenia: węże, skrzynie biegów, cylindry. Wszystko to ogranicza swobodę działania spawacza.
- Zastosowanie specjalnych topników, które pozwalają stworzyć drut do spawania stali konstrukcyjnych, stopowych, a także żeliwa.
- Wyższa wydajność w porównaniu do spawania elektrodą.
Wady
Początkowo urządzenia MIG i MAG zostały stworzone do pracy w połączeniu z urządzeniami gazowymi. Drut rdzeniowy maszyny półautomatycznej pojawił się później. Czas na opracowanie technologii był mniejszy, więc ma kilka wad:
- Kruchość materiału. Drut jest długą cienkościenną rurą wypełnioną topnikiem i zwiniętą w cewkę. Dlatego podczas pracy z nim należy unikać manipulacji z zagięciem tulei spawalniczej.
- Obecność żużla na powierzchni spoiny.
- Pula spawalnicza nie jest widoczna podczas pracy ze względu na warstwę stopionego strumienia. Trudniej jest kontrolować jakość połączenia.
- Trudno jest spawać części o grubości mniejszej niż 1,5 mm.
- Wyższy koszt. Cena drutu rdzeniowego dla maszyny półautomatycznej jest ponad 3 razy wyższa niż cena zwykłego drutu i zaczyna się od 700 rubli. Jeśli weźmiemy pod uwagę, że zużycie drutu rdzeniowego jest wyższe, to korzyści ekonomiczne są po stronie tradycyjnych materiałów.
- Tryby spawania (natężenie prądu, posuw, biegunowość) zależą od rodzaju strumienia w drucie.
Kształt i skład drutu
Aby drut półautomatyczny wytrzymywał obciążenie mechanizmu podającego, jego przekrój ma kilka rodzajów:
- prosta runda;
- z zakrętami w środku;
- wielowarstwowy.
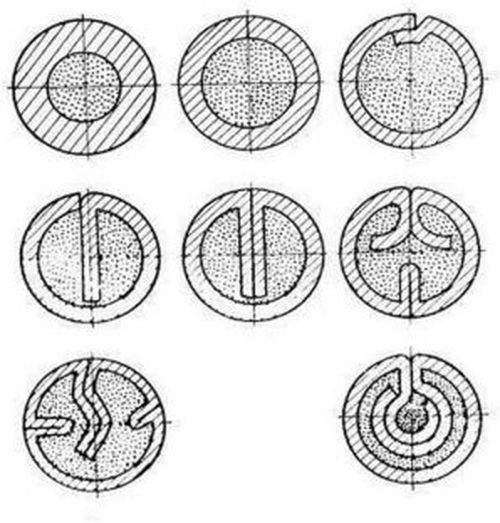
Wewnętrzna wnęka wypełniona jest strumieniem składającym się z kilku substancji:
- Elementy tworzące żużle. Po stopieniu tworzą ciekły ośrodek ochronny, chronią pulę spawalniczą przed dostępem tlenu do niej. Wykonane są z pokruszonej kredy, rudy manganu, piasku kwarcowego.
- Dodatki do stopów W zależności od materiału, z którego drut jest przeznaczony do spawania, dodaje się kobalt, chrom, mangan i molibden.
- Rutile Tytan zawierający tytan. Nie używane wszędzie. Tylko w przewodach przeznaczonych do spawania stali krzemowo-manganowych, niskostopowych i wysokowytrzymałych.
- Elementy do stabilizacji łuku.
Jak sprawdzić jakość drutu
W przypadku półautomatycznego urządzenia bez gazu drut rdzeniowy musi spełniać następujące wymagania:
- Możliwość spawania w dowolnej pozycji przestrzennej bez ściekania żużla.
- Wysokiej jakości szew o minimalnej porowatości. Brak pęknięć i brak penetracji.
- Stabilne spalanie łuku elektrycznego bez rozpryskiwania stopionego metalu.
- Łatwa separacja żużlu po schłodzeniu spoiny.
W procesie tym ustala się zgodność z tymi wymaganiami. Istnieją dodatkowe metody kontroli jakości, które można sprawdzić w laboratorium: badanie rentgenowskie spoiny, a także jej próba rozciągania.
Pracuj z półautomatem
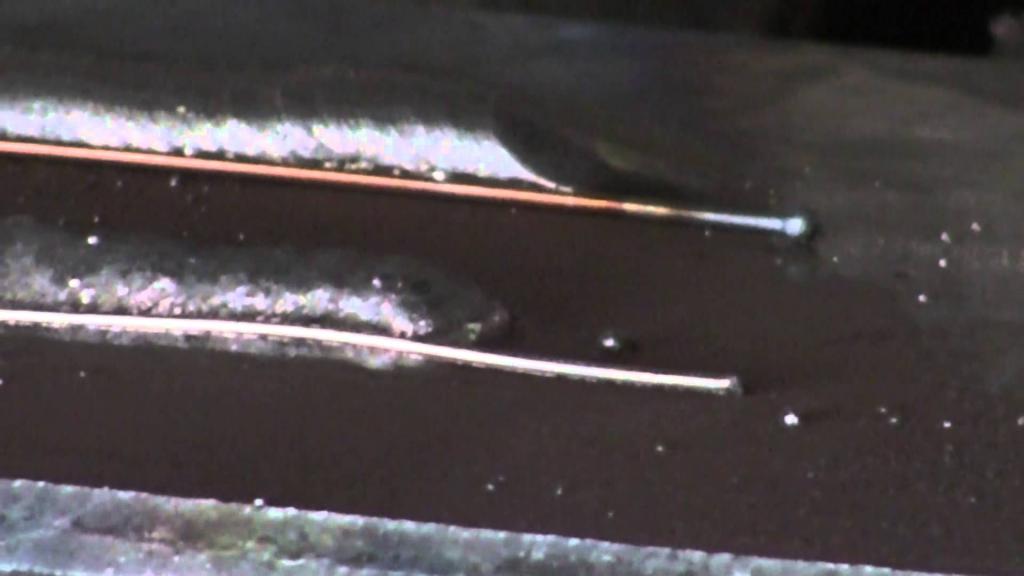
Łatwiej jest gotować półautomatyczne urządzenie w otoczeniu dwutlenku węgla niż drut proszkowy. Druga opcja przypomina spawanie elektrodowe w powłoce. Tutaj również musisz wizualnie monitorować stopiony żużel i metal i być w stanie odróżnić je od siebie. Ponadto musimy zwrócić uwagę, że żużel nie wykracza poza granice łuku. W przeciwnym razie rozproszy się przed dyszą aparatu i zapobiegnie zagotowaniu podstawy.
Pomimo faktu, że drut rdzeniowy ma profil, który go wzmacnia, jest jeszcze mniej wytrzymały niż drut miedziany pokryty stalą. Dlatego powinien być stosowany w spawarkach z możliwością regulacji siły docisku rolki podającej. Ponadto specjalne póła z rowkiem do tego materiału eksploatacyjnego są zawarte w półautomatycznym.
Jak uzyskać jakość szwu
Średnica standardowego drutu rdzeniowego do półautomatycznego 0,8 mm. Do jego zastosowania w pozycji pionowej i górnej wymagane są wyższe kwalifikacje niż spawanie dwutlenkiem węgla. Wynika to z faktu, że w celu stopienia strumienia wymagana jest odpowiednio wyższa temperatura, metal w spoinie uzyskuje większą płynność i tendencję do wyciekania z jeziorka spawalniczego. Ponadto stopiony strumień płynie w dół. Dlatego sufity i pionowe szwy mogą mieć pory i niepełną penetrację.
Podczas pracy z przewodem topnikowym dochodzi do silnego rozpryskiwania. Aby końcówka uchwytu spawalniczego nie była stale zatkana żużlem i roztopionym metalem, musi być okresowo poddawana działaniu sprayu silikonowego.
Początkujący trudno jest zrobić piękny gładki szew. Aby ułatwić pracę, należy zmienić biegunowość odwrotną na linii. Oznacza to, że do uchwytu spawalniczego podać minus i plus do masy. Na nowoczesnych urządzeniach półautomatycznych znajduje się terminal z przewodem, który pozwala ręcznie zmienić polaryzację.
Wnioski
Podsumowując, możemy powiedzieć, że główną wadą tego materiału eksploatacyjnego jest cena. Drut proszkowy do półautomatycznego bez gazu jest dobry tam, gdzie wymagana jest mobilność lub przekazywanie specjalnych właściwości spawalniczych. Ale jeśli ilość pracy jest duża, to zastosowanie drutu powlekanego miedzią w dwutlenku węgla jest poza konkursem.