Ręczne spawanie łukowe: technologia, GOST
Podczas tworzenia konstrukcji metalowych powszechnie stosuje się ręczne spawanie łukowe. 
Jest to proces tworzenia stałego połączenia poprzez topienie metalu. łuk elektryczny.
Istota procesu spawania
Spawanie polega na utworzeniu łuku między powleczoną elektrodą ochronną a jeziorkiem spawalniczym. Zapłon jest wykonywany przez szybkie dotknięcie i prowadzenie w niewielkiej odległości od powierzchni metalowego pręta. Z gorącego łuku, który się pojawia, topi się i formuje szew spawalniczy. Wraz z elektrodą jego powłoka topi się, tworząc ochronę przed gazem i żużlem, która chroni metal przed utlenianiem. Po każdym etapie spawania warstwa żużla jest usuwana z powierzchni szwu.
Ograniczona długość elektrody powoduje przerwanie procesu spawania, ponieważ musi być ciągle wymieniana na nową. Przerwy w pracy powodują defekty spoiny.
Producent elektrod wskazuje zalecane granice zmiany wielkości wymaganego prądu, w zależności od właściwości powłoki, grubości pręta i pozycji spawania.
Gdy rdzeń jest ogrzewany, powłoka również się topi, tworząc strumień gazu skierowany do jeziorka spawalniczego. W rezultacie krople stopionego metalu są przenoszone do niego. Ruch gazu jest tak intensywny, że przesuwa metal od dołu do góry podczas spawania w górnej pozycji.
Typ i grubość części do spawania
Ręczne spawanie łukowe ma zastosowanie do niestopowej i stopowej stali o grubości do 50 mm w produkcji pojedynczych lub niewielkich produktów. Cienki metal (mniej niż 1,5 mm) szybko topi się i "zapada", aż pojawi się jeziorko spawalnicze. Potrzebuje specjalnych narzędzi.
Wytrzymałość mieszanki spawalniczej metalu zmniejsza się wraz ze wzrostem zawartości węgla.
Korzystne jest stosowanie spawania ręcznego dla produktów o grubości 3-20 mm. Wyjątkami są pojedyncze szwy o złożonej konfiguracji.
Charakterystyka elektrody
W przypadku elektrod wybiera się specjalne materiały pręta i warstwę powłokową zawierającą żużel, stabilizujące i inne substancje. 
Zakresy przydzielania są następujące.
- Produkcja żużlu, która otacza pulę spawalniczą i kropelki stopionego metalu, chroniąc je przed utlenianiem tlenu z powietrza i wpływem pary wodnej.
- Powstanie gazu ochronnego powstającego podczas spalania składnika organicznego powłoki.
- Wykonać odtlenianie stopiwa. Ponadto w powłoce mogą być dodatki stopowe, przechodzące z kropli żużlu do metalu.
Elektrody do ręcznego spawania łukowego mają określony typ, odpowiadający określonym właściwościom mechanicznym metalu spoiny. Litera E z numerem w oznaczeniu typu wskazuje na wartość rezystancji tymczasowej (kg / mm2). Obecność litery A charakteryzuje się wysoką plastycznością i wytrzymałość.
Miejsce spawania w przestrzeni
Spawanie jest dozwolone we wszystkich pozycjach, ale najwygodniejszy jest niższy, który nie wymaga wysokich kwalifikacji wykonawcy. Mogą tu być stosowane elektrody o dużej średnicy, a prąd może być wysoki, co pozwala na zwiększenie produktywności procesu. W suficie i pionowym położeniu szwu, metalowe krople są utrzymywane tylko przez napięcie powierzchniowe. Rozmiar jeziorka spawalniczego jest zmniejszony i wymagana jest mniejsza średnica elektrody.
Warunki pracy spawacza
Proces spawania elektrycznego może być wykonywany w różnych warunkach: wewnątrz, na zewnątrz, na konstrukcjach, rurociągach i innych obiektach. Nie wymaga podawania wody, gazu i użytych materiałów, wymagane są tylko elektrody. Do działania wymagana jest źródło zasilania. Kable można usunąć z niego na duże odległości. W tym samym czasie, straty energii na ich wzrost ogrzewania. W odległych miejscach można stosować generatory elektryczne napędzane silnikami benzynowymi lub wysokoprężnymi.
Śnieg, deszcz i wiatr są zakłóceniami, a od nich wymaga się ochrony obszaru roboczego.
Rodzaj prądu spawania
Ręczne spawanie łukowe odbywa się naprzemiennie lub prąd stały. Do tego celu stosowane są specjalne elektrody, ale mogą one być uniwersalne, zaprojektowane dla obu rodzajów prądu.
Prąd stały umożliwia tworzenie bardziej stabilnego łuku i wygodniej jest z nim pracować. Stopiony metal ma najlepsze działanie zwilżające, a szew tworzy jednolitą. Dlatego ta metoda jest niezbędna do spawania małych przedmiotów lub cienkich arkuszy.
Wady połączeń spawanych
Na jakość związków w metalu nakłada się wymagania techniczne i ustanawia się normy. Jeśli występują odchylenia od nich, które prowadzą do zmniejszenia wydajności konstrukcji i niezawodności, pojawiają się defekty. Ze względu na wystąpienie są one podzielone na dwie grupy. Pierwszym z nich są defekty powstające przy krystalizacji metalu, a także jego ochłodzenie: pęknięcia, pory, wtrącenia żużla, pogorszenie właściwości metalu na szwach i w ich pobliżu. Druga grupa obejmuje wady związane z niewłaściwym przygotowaniem i naruszeniem trybu spawania: podcięcia, brak penetracji, napływów, przebić, kratery, odchylenia szwów od obliczonych wymiarów.
Ręczne spawanie łukowe: połączenia spawane
Aby utworzyć niezawodne połączenie, gdy grubość metalu jest nie mniejsza niż 7 mm, konieczne jest przygotowanie krawędzi półfabrykatów. Z ich pomocą zapewnia się pełną penetrację półfabrykatów. 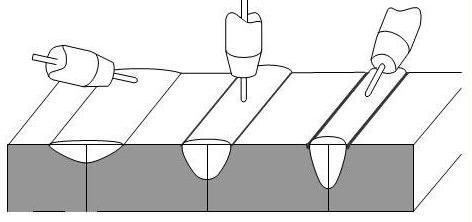
Na cienkim metalu wykonuje się 1 lub 2 spoiny, a na dużych grubościach najpierw wykonuje się przejście graniowe, a następnie wnękę wypełnia się rolkami zgrzewającymi.
GOST "Ręczne spawanie łukowe" (5264-80) reguluje sposób cięcia krawędzi części, w zależności od wybranego rodzaju połączenia. W kształcie są krawędzie w kształcie litery V, K i X. Szew można wykonać z jednej lub dwóch stron. 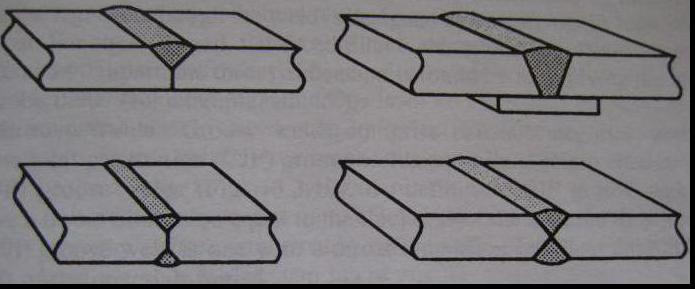
Krawędź można przycinać dłutem, ale jakość jest najniższa. Gładkie i czyste, są uzyskiwane na specjalnych strugarkach lub frezarkach. Jeśli nie jest to możliwe, użyj cięcia tlenem.
Szczególną uwagę zwraca się na oczyszczenie krawędzi z rdzy, kamienia i innych zanieczyszczeń. Odbywa się to za pomocą stalowej szczotki. Aby ułatwić korzystanie z obszarów podgrzewania płomienia palnika gazowego.
Rodzaje połączeń spawanych są określane przez wzajemne rozmieszczenie części i mogą być następujące:
- złącze doczołowe
- zachodzić na siebie;
- tavrovoe;
- kątowy.
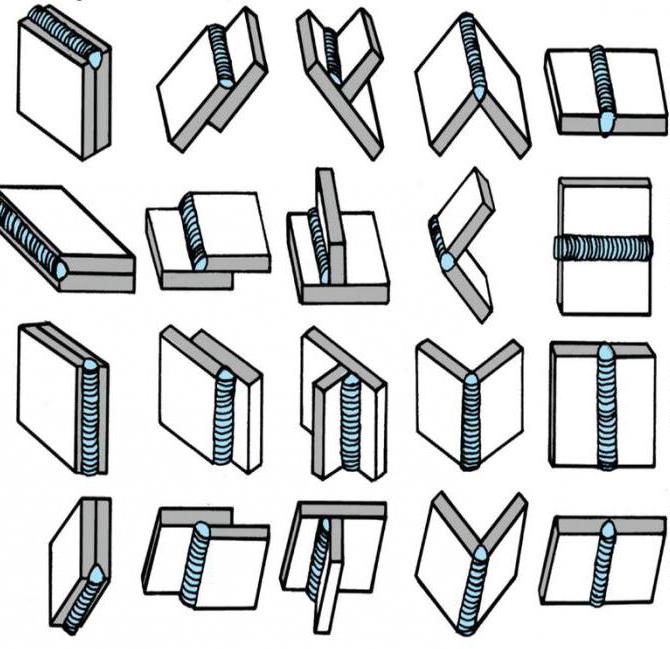
GOST "Ręczne spawanie łukowe" Połączenia spawane "(5264-80) rozróżnia rodzaje spoin według położenia w przestrzeni.
- Niższy - najprostszy i najbardziej niezawodny. Szczegóły znajdują się pod elektrodą. Ważne jest, aby nie topić obrabianego przedmiotu.
- Poziomo - część znajduje się pod kątem 0-60 0 , a spawanie odbywa się w kierunku poziomym.
- "W łodzi" - montaż części przechylonej i spawania w narożniku.
- Pionowo - szew jest ułożony w górę. Praca jest skomplikowana z powodu spływu metalu.
- Sufit - szew znajduje się na górze. Spawanie odbywa się z krótkimi impulsami przy niskim prądzie.
Szwy na gotowych produktach są sprawdzane pod kątem zgodności z wymaganiami GOST. Ręczne spawanie łukowe nie powinno prowadzić do powstawania defektów, a geometryczne i mechaniczne właściwości połączeń muszą być utrzymywane w określonych granicach.
Sprzęt spawalniczy
Sprzęt do ręcznego spawania łukowego to przede wszystkim specjalne urządzenie, które może być:
- transformator;
- transformator z prostownikiem;
- falownik.

Specjalna popularność zyskała falowniki spawalnicze. Funkcje wymuszania łuku i zapobiegania przywieraniu pozwalają tworzyć szwy stosunkowo wysokiej jakości nawet dla początkujących. Wysoki koszt nie zatrzymuje kupujących, ze względu na wysokie parametry techniczne i większą niezawodność.
Na rynku można kupić profesjonalne urządzenia o wysokiej wydajności i do użytku domowego, gdy nie ma potrzeby ciągłej pracy.
Ręczna technika spawania łukowego
W przypadku spawania ręcznego jest on najpierw zapalany przez dotknięcie lub uderzenie. Następnie elektroda jest wycofywana na krótką odległość tak, że łuk stale się pali. Technologia ręcznego spawania łukowego polega na przemieszczaniu pręta w trzech płaszczyznach:
- przybliżanie i usuwanie elektrody z powierzchni przedmiotu obrabianego za pomocą ruchów oscylacyjnych;
- ruch w kierunku tworzenia szwu;
- formowanie metalowej rolki przez przesuwanie elektrody w poprzek osi zgrzewu.
Ręczne spawanie łukowe
W przypadku rur stosowane są konwencjonalne metody łączenia i łączenia stawów. Muszą być zgodne z GOST "Ręczne spawanie łukowe. Połączenia spawane" (5264-80). Złącza rurowe podlegają specjalnym wymaganiom, dzięki czemu są szczelne i wytrzymują określone ciśnienie tłoczonego medium.  Dlatego starają się spawać rury w dolnej pozycji, a produkt zmienia się okresowo. Ich przygotowanie polega na stworzeniu prostopadłych końców o otępieniu -2,5 mm i krawędziach skosu pod kątem 60-70 0 .
Dlatego starają się spawać rury w dolnej pozycji, a produkt zmienia się okresowo. Ich przygotowanie polega na stworzeniu prostopadłych końców o otępieniu -2,5 mm i krawędziach skosu pod kątem 60-70 0 .
Spawanie odbywa się głównie na styk i w tym celu najpierw klei się w 4 miejscach rury. Jeśli jego średnica przekracza 300 mm, odległość między sekcjami zgrzewania wynosi około 200 mm. Długość halsu wynosi około 50 mm. Po wykonaniu zgrzewania rury wokół całego obwodu.
Wniosek
Podręcznik spawanie łukowe wyprodukowane w celu połączenia części w produkcji na małą skalę i pojedynczej produkcji. Aby uzyskać połączenia wysokiej jakości, konieczne jest posiadanie odpowiedniego aparatu i elektrod, a także umiejętności przygotowania części i spawania.