Obróbka cieplna stali i jej rodzaje. Chemiczna obróbka cieplna stali
Stal jest stopem żelaza z węglem, którego stężenie nie przekracza 2,14%. W stali ogólnego przeznaczenia jego zawartość wynosi od 0,05 do 1%. Żadne pole ludzkiej działalności nie jest kompletne bez tej fuzji. Wykorzystuje się go zarówno do tworzenia konstrukcji wolumetrycznych, jak i do produkcji precyzyjnych urządzeń.
Węgiel i inne zanieczyszczenia w składzie stali
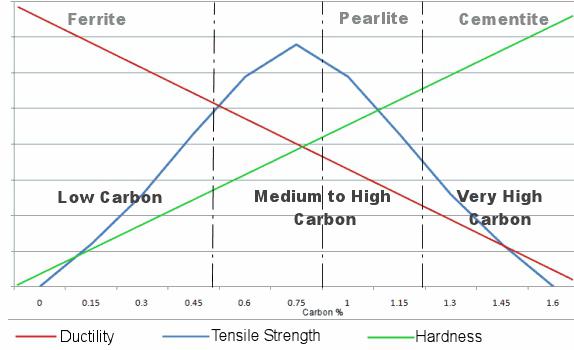
Domieszkowanie żelaza węglem składa się z dwóch etapów. Na pierwszym węglu dodaje się 6,67% węgla, co powoduje powstawanie węglika żelaza lub cementytu. W normalnych warunkach zwykła stal składa się z dwóch jednorodnych faz - cementytu i ferrytu. Po podgrzaniu cementyt rozpuszcza się w gruczole, tworząc austenit. Stężenie węgla wpływa na podstawowe właściwości mechaniczne stali. Jego wzrost przyczynia się do zmniejszenia ciągliwości i lepkości, zwiększenia twardości i wytrzymałości substancji. 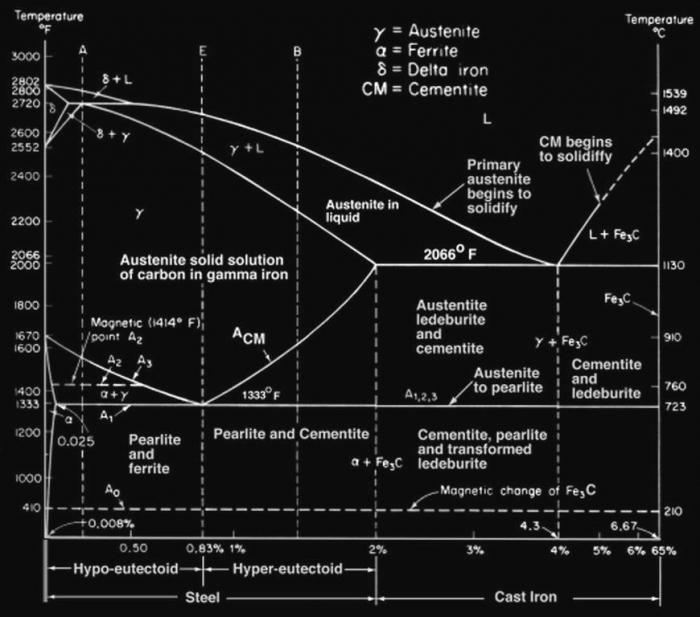 Ponadto węgiel poprawia właściwości odlewnicze, ale pogarsza spawalność i obrabialność danego materiału.
Ponadto węgiel poprawia właściwości odlewnicze, ale pogarsza spawalność i obrabialność danego materiału.
Różne zanieczyszczenia występują również w stali, której obecność wynika z technologii produkcji lub z dostaw rudy żelaza. Mangan i krzem to specjalne dodatki wprowadzane do stali w celu usunięcia związków siarki żelaza i dwuwartościowego tlenku. Stężenie krzemu mieści się w zakresie 0,4%, a manganu - 0,8%. Zwiększa się również mangan i krzem limit siły i elastyczności, odpowiednio (poniżej jest wykres obróbki cieplnej stali).
Ad
Fosfor zwiększa wytrzymałość substancji, zmniejszając plastyczność i lepkość. Negatywny wpływ tego pierwiastka polega na nadaniu stali zimnej kruchości, tak więc produkcja nie pozwala na przekroczenie jego zawartości w 0,045%. Siarka powoduje zaczerwienienie stopu, jego stężenie jest ograniczone do 0,05%.
Typologia
Istnieje kilka klasyfikacji stali.
1. W zależności od składu chemicznego:
- węglowe, zawierają żelazo, węgiel i zanieczyszczenia;
- stopowane z różnymi specjalnymi dodatkami.
2. W zależności od stężenia węgla:
- wysoki poziom węgla (ponad 0,7%);
- średni węgiel (0,25 - 0,7%);
- niskoemisyjny (do 0,25%).
3. Po powołaniu:
- konstrukcyjny;
- instrumentalny;
- specjalny cel.
4. W zależności od jakości:
- zwykła jakość
- jakość,
- wysoka jakość;
- szczególnie wysoka jakość.
Obróbka cieplna stali. Informacje ogólne
Celem obróbki cieplnej stali jest zmiana struktury stopu, oraz
dlatego jego właściwości, na przykład, nadają produktowi twardość i kruchość lub, odwrotnie, miękkość i plastyczność. 
Istota procesu polega na ogrzewaniu stalowej sztabki, jej ekspozycji i chłodzeniu. Wszystko to dzieje się przy ścisłym przestrzeganiu pewnych parametrów, w szczególności temperatury i prędkości. Tryby są dotknięte i ocena stali. Obróbka cieplna niektórych rodzajów stali wymaga różnych warunków dla osiągnięcia tego samego rezultatu.
Ad
Uproszczone zmiany strukturalne stali po podgrzaniu można wyświetlić w tabeli.
Temperatura nagrzewania | Typ kraty | Właściwości |
do 910 ºС | skupiony na ciele sześcian | żelazo rozpuszcza się do 0,04% węgla (ferrytu) |
910-1400ºС | skoncentrowany na twarzy sześcian | żelazo rozpuszcza się do 2% węgla (austenit) |
ponad 1400 ºС | skupiony na ciele sześcian | praktycznie nie używane w praktyce |
Twardość austenityczna jest 2-2,5 razy większa niż ferryt. Ten ostatni jest bardziej plastyczny. Po ochłodzeniu struktura stopu zmienia się w odwrotnej kolejności.
Główne rodzaje obróbki cieplnej stali - hartowanie, normalizacja, odpuszczanie, wyżarzanie.
Wyżarzanie
Technologia tego procesu polega na podgrzewaniu stalowych kęsów, utrzymywaniu i powolnemu schładzaniu, po czym osiąga się równowagę w metalu. Jego zadaniem jest zmniejszenie wewnętrznego naprężenia w stopie, a także zwiększenie plastyczności. Taka obróbka cieplna stali jest podzielona na dwa rodzaje. Mają znaczące różnice. W pierwszym przypadku obróbka cieplna stali nie pociąga za sobą zmian strukturalnych opartych na przemianach fazowych.
Ad
Wyżarzanie typu I
Ten rodzaj obróbki cieplnej dzieli się na 4 grupy:
- Homogenizacja . Stopy po krystalizacji charakteryzują się nierównomierną kompozycją składników chemicznych zarówno dla jednego ziarna, jak i dla całej objętości wlewka, co jest spowodowane różnymi temperaturami topnienia pierwiastków. Takie struktury nierównowagowe są bardziej charakterystyczne dla stali stopowych. Ponieważ równowaga składu chemicznego zachodzi z powodu dyfuzji, jego zastosowanie wymaga wysokich temperatur. Do 1100-1200 ºС blachy stalowe są ogrzewane w specjalnych piecach, które są przechowywane od 8 do 15 godzin, po czym powolne chłodzenie odbywa się w piecu (6-8 godzin) do 800-850 ºС. Po osiągnięciu wymaganej temperatury kęsy są chłodzone powietrzem. Taka obróbka cieplna stali stopowych zapewnia ich plastyczność, co znacznie ułatwia ich przetwarzanie przez deformację.
Ad
- wyżarzanie rekrystalizacyjne. Służy do usuwania efektu hartowania stali związanego z zimnym odkształceniem plastycznym, w wyniku czego powstają defekty kratowe, zwane dyslokacjami i wakansami. Gdy taka struktura jest formowana, następuje spłaszczenie i wyciągnięcie z metalowych ziaren, dzięki czemu następuje utwardzanie w miejscu pracy i zmniejsza się plastyczność stopu.
Ta technologia obróbki cieplnej stali wymaga ogrzewania do temperatury powyżej 100-200 ºС na początku krystalizacji (około 500-550 ºС).
Czas ekspozycji waha się od 0,5 do 2 godzin, po czym następuje powolne chłodzenie. Struktura zmienia się z powodu tworzenia się nowych ziaren i stopniowego zaniku odkształconych. W związku z tym zmniejsza się braki sieci.
- Wyżarzanie w celu usunięcia naprężeń szczątkowych. Wewnętrzne naprężenia w częściach stalowych wynikają z procesów takich jak spawanie, odlewanie, cięcie, szlifowanie, deformacja na gorąco. Osiągają dość duże ilości. W rezultacie wraz z robotnikami powoduje się następnie niszczenie metalu.
Aby wyeliminować to zjawisko, wyżarzanie prowadzi się w temperaturze poniżej krystalizacji (727 ° C). Podczas procesu 20 godzin przy 600 ºС naprężenia są prawie całkowicie wyeliminowane. Aby skrócić czas trwania procesu, temperaturę zwiększa się do 680-700 ºС.
Ad
Wyżarzanie typu II
Dzięki temu procesowi struktura równowagowa materiału zostaje osiągnięta podczas transformacji fazowych. Struktura stali po obróbce cieplnej ulega częściowej lub całkowitej zmianie. Podstawowa zmiana w strukturze stopu wynika z podwójnej rekrystalizacji, co powoduje zmniejszenie wielkości ziarna, eliminację wewnętrznych naprężeń i usunięcie utwardzania. Rodzaje obróbki cieplnej stali - pełne (zmiękczanie) i niepełne wyżarzanie.
Pełne wyżarzanie
W wyniku tego procesu duża struktura ferrytyczno-perlityczna przekształca się w niewielką strukturę austenityczną, która z powolnym chłodzeniem (30-50 ° C) przekształca się w małą ferrytyczno-perlityczną. W ten sposób przetwarza się stal konstrukcyjną, aby zwiększyć ciągliwość i zmniejszyć twardość. 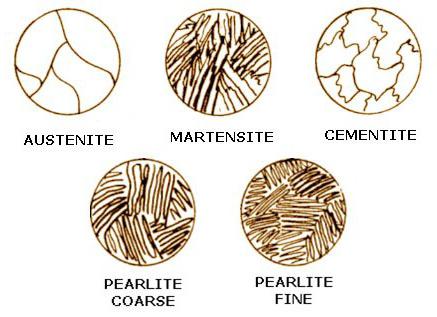
Niecałkowite wyżarzanie
W wyniku niecałkowitego wyżarzania, perlit płytowy przekształca się w ziarnisty ferryt, przechodząc przez stopień austenitu (około 780 ºС). Ten proces jest używany do stale narzędziowe.
Ponieważ wyżarzanie to raczej długa operacja (do 20 godzin), normalizacja substancji jest stosowana jako alternatywa. Jest to obróbka cieplna stali, w wyniku której jej skrawalność poprawia się poprzez cięcie, struktura spoin zostaje skorygowana, a stop jest przygotowany do utwardzania. Temperatura procesu przekracza punkty A sz lub A st , w zależności od rodzaju stali, o 30-50 ºС.
Normalizacja jest z reguły obróbką cieplną stali węglowych. W wyniku tego nie jest wymagane dalsze utwardzanie stali o średniej węglu i niektórych specjalnych, ponieważ wytrzymałość wymagana do użycia części osiąga się dzięki normalizacji. Struktura znormalizowanej stali to sorbitol.
Hartowanie
Jest to obróbka cieplna stali, dzięki której wzrasta jego wytrzymałość, odporność na zużycie, twardość, granica sprężystości, a także spadek właściwości plastycznych. Technologia gaszenia polega na ogrzaniu do określonej temperatury (około 850-900 ºС), utrzymaniu i hartowaniu, dzięki czemu osiąga się te właściwości. Hartowanie jest najczęstszym sposobem poprawy fizycznych i mechanicznych właściwości stopu. Rodzaje obróbki cieplnej stali: z transformacją polimorficzną i bez niej.
Hartowanie z transformacją polimorficzną stosuje się do stali zawierających pierwiastek zdolny do transformacji polimorficznej.
Stop jest podgrzewany do temperatury zmiany sieci krystalicznej elementu polimorficznego. W wyniku ogrzewania zwiększa się rozpuszczalność składnika stopowego. Wraz ze spadkiem temperatury, rodzaj siatki zmienia się w przeciwnym kierunku, ale ponieważ występuje ona z dużą prędkością, nadmiar stężenia pierwiastka z modyfikowaną siatką pozostaje w stopie. Powstaje więc struktura nierównowagi, która jest niestabilna termodynamicznie. Igiełkowa mikrostruktura stali, po obróbce cieplnej utworzonej w stopie, nazywa się martenzytem. Aby uwolnić naprężenia szczątkowe, metal poddaje się następnie odpuszczaniu.
Hartowanie bez przemian polimorficznych stosuje się w przypadkach, w których jeden ze składników stopu częściowo rozpuszcza się w drugim. Gdy stop zostanie podgrzany powyżej linii solidus, składnik rozpuści się. A przy szybkim schładzaniu faza wtórna nie ma czasu, aby powrócić do pierwotnego stanu, ponieważ nie ma wystarczająco dużo czasu na pojawienie się granicy faz, tworzenie początkowej sieci i proces dyfuzji. W rezultacie powstaje metastabilny stały roztwór z nadmiarem zawartości składnika. Proces prowadzi do zwiększenia plastyczności metalu. Stabilność termodynamiczną uzyskuje się w procesie spontanicznego lub termicznego starzenia.
Ponieważ obróbka cieplna stali hartowanej ma tak istotny parametr decydujący jak szybkość chłodzenia, należy wymienić środowiska, w których odbywa się proces (powietrze, woda, gazy obojętne, olej, wodne roztwory soli).
Szybkość chłodzenia stała się sześciokrotnie wyższa w wodzie o temperaturze 600 ºС i 28 razy przy 200 ºС (w porównaniu z olejem technicznym). Stosuje się go do chłodzenia stopów węgla o wysokiej krytycznej szybkości hartowania. Brak wody jest wystarczająco wysoką szybkością chłodzenia w obszarach martenzytu (200-300 ºС), co może prowadzić do powstawania pęknięć. Sole dodaje się do wody, aby zwiększyć jej zdolność do hartowania. Tak więc, na przykład, występuje obróbka cieplna stali 45.
Stopy o niskiej krytycznej szybkości hartowania, które są domieszkowane, są chłodzone olejem. Jego użycie ogranicza się do łatwopalności i zdolności do przyklejania się do powierzchni części. Odpowiedzialne części ze stali węglowej są chłodzone w dwóch mediach: wodzie i oleju.
Stale martenzytyczne, na których nie powinno występować błony tlenkowe stosowane na sprzęt medyczny, są chłodzone w wypuszczonej atmosferze lub w powietrzu.
W celu konwersji austenitu szczątkowego, który powoduje, że stal jest krucha, do martenzytu, stosuje się dodatkowe chłodzenie.

W tym celu części umieszcza się w chłodziarce o temperaturze od -40 do -100 ºС lub przykrywa mieszaniną dwutlenku węgla i acetonu. Specjalna dodatkowa obróbka przy niskich temperaturach pomaga zwiększyć twardość narzędzi skrawających, których materiałem jest stal stopowa, stabilizuje parametry wymiarowe precyzyjnych części i zwiększa magnetyczne właściwości metalu.
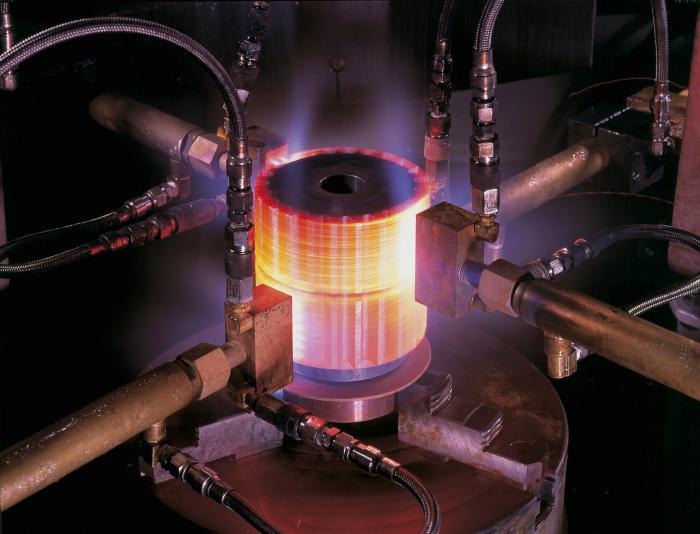
W przypadku niektórych części, takich jak: wały, krzywki, osie, koła zębate, palce do łączników ściernych, należy stosować utwardzanie powierzchni. W tym przypadku powstaje odporna na zużycie powłoka części, której rdzeń jest lepki, ze zwiększoną wytrzymałością zmęczeniową. W celu wytworzenia takiego hartowania stosuje się prądy wysokiej częstotliwości, które są tworzone przez transformator ze specjalnego generatora. Ogrzewają powierzchnię części pokrytej cewką indukcyjną. Następnie część chłodzi się powietrzem. Grubość wygaszonej warstwy powierzchniowej może wynosić od 1 do 10 mm.
Wakacje
Jest to obróbka cieplna stali, mająca na celu osłabienie wewnętrznych naprężeń występujących podczas hartowania, a także zwiększenie lepkości. Przetwarzanie takie stosuje się do stali poddanych transformacji polimorficznej. Tryby obróbki cieplnej stali obejmują ogrzewanie do temperatury 150-650 ºС, utrzymywanie i chłodzenie, której prędkość nie ma znaczenia. Podczas procesu hartowania, twardsze, ale niestabilne struktury są przekształcane w bardziej plastyczne i stabilne. Wakacje są wysokie, średnie i niskie.
W niskich temperaturach, ogrzewanie do 150-250 ºС, następna ekspozycja do 1,5 godziny i chłodzenie na powietrzu lub w oleju występuje. Zmienia się sieć krystaliczna martenzyt, który nie ma wpływu na twardość, zwiększa lepkość i łagodzi wewnętrzne naprężenia. W ten sposób cięcie i narzędzie pomiarowe.
Przy przeciętnym urlopie dochodzi do podgrzania do 300-500 ºС. Konstrukcję stalową reprezentuje troost urlopowy. Detale stalowe po obróbce charakteryzują się wysokimi właściwościami elastycznymi i właściwościami wytrzymałościowymi. To jest przetwarzanie sprężyn, membran, sprężyn.
Wysoka tempera- tura charakteryzuje się temperaturą ogrzewania 450-650 ° C, co prowadzi do powstawania sorbitolu. Produkty stają się mniej twarde, plastyczne, mają wysoką udarność. Koła zębate, osie, rolki i inne krytyczne części mechanizmów są nim poddawane.
Chemiczna obróbka cieplna stali
Pomaga zwiększyć wytrzymałość i twardość stopu, jego odporność na korozję, właściwości przeciwcierne i odporność na zużycie. Proces ten obejmuje zarówno wpływ termiczny, jak i chemiczny na skład, strukturę i właściwości warstwy wierzchniej stopu.
Chemiczna obróbka cieplna stali opiera się na takich procesach jak dysocjacja, dyfuzja i adsorpcja. W zależności od nasycającego elementu jest on podzielony na azotowanie, cementację, cyjanowanie itp.
Cementowanie
Zadaniem cementowania jest uzyskanie twardej powierzchni na częściach ze stali niskowęglowej z dostatecznie lepkim rdzeniem. Proces przeprowadza się w nawęglaczu w temperaturze 930-950 ºС, ponieważ w tej temperaturze austenit jest najbardziej stabilny. W ten sposób obrabiane są zarówno stopy o niskiej zawartości węgla, jak i stopowe. Na przetwarzanie wpływa klasyfikacja stali. Obróbka cieplna niektórych rodzajów stali wymaga specjalnych parametrów, aby uzyskać wynik.
Cementowanie dzieli się na stałe i gazowe. W drugim przypadku staje się możliwe uzyskanie określonej zawartości węgla w warstwie powierzchniowej, skrócenie czasu trwania procesu, zautomatyzowanie. Jest to lepszy sposób niż twarde cementowanie.

Obróbkę cieplną prowadzi się w celu zmniejszenia ziarnistości rdzenia i warstwy cementowej, a zatem w celu polepszenia właściwości mechanicznych. Obróbka cieplna polega na podwójnym hartowaniu i niskiej temperaturze w temperaturze 160-180 ºС.
Azotowanie
Zakłada nasycenie warstw powierzchniowych części wykonanych ze stali stopowych z atomami azotu przez dyfuzję. W rezultacie azot reaguje z pierwiastkami stopowymi (molibden, chrom, glin) z tworzeniem się stałych i stabilnych związków - azotków.
Zaletą jest niższa temperatura przetwarzania w porównaniu do procesu cementowania - 500-600 ºС. Ponadto warstwa azotowana ma wyższe właściwości mechaniczne i odporność na korozję (właściwości te utrzymywane są w temperaturach do 500 ºС). Charakterystyka warstwy cementowej jest stabilna w temperaturach do 220 ºС.
Cyjanowanie
Proces ten polega na jednorazowym wypełnieniu powierzchni stali atomami azotu i węgla. Technologia obejmuje wykorzystanie fazy ciekłej i gazowej. Cyjanek może również mieć niską i wysoką temperaturę.
Gdy płyn używał specjalnych kąpieli wypełnionych cyjankiem i solami obojętnymi. Po nasyceniu powierzchni azotem, proces przekształca się w cementację. Przy cyjanizacji w niskiej temperaturze części są dodatkowo poddawane dodatkowej obróbce cieplnej.
Cementowanie gazu następuje w środowisku zawierającym azotowanie i gazy cementujące. Dzięki tej metodzie cyjanizacji głębokość obrabianych warstw osiąga 1,8 mm.