Stal narzędziowa. Gatunki stali
Stal narzędziowa (IC) nazywana jest stopem o wysokiej wytrzymałości, odporności na zużycie, twardości i niskiej wytrzymałości cieplnej, która zawiera więcej niż 0,7% węgla (z wyjątkiem stali matrycowych do odkształcenia na gorąco, w których węgiel wynosi 0,3-0,6 %).
Zakres zastosowania

Stal narzędziowa jest używana do produkcji różnorodnych narzędzi, wykrojników na gorąco i na zimno, pojedynczych części maszyn, które ulegają zwiększonemu zużyciu nawet przy umiarkowanych obciążeniach o charakterze dynamicznym. (koła zębate, łożyska wałeczkowe i kulkowe, śruby bieżne itp.).
W celu poprawy właściwości operacyjnych układu scalonego, poddawany jest specjalnym rodzajom obróbki cieplnej (odpuszczanie, gaszenie). Pozwala to na zwiększenie twardości IP do 60-66 HRC, a wytrzymałość na zginanie do 2,5-3,5 GN / sq. m
Zwiększenie twardości automatycznie zwiększa odporność materiału na zużycie. Dlatego stal narzędziowa zachowuje pierwotny kształt powierzchni roboczej i jej oryginalne wymiary, nawet w przypadku tarcia pod wysokim ciśnieniem.
Klasyfikacja stali narzędziowej
Adres IP jest zwykle klasyfikowany zgodnie z wieloma parametrami. Na przykład:
- Według składu chemicznego:
- Węgiel.
- Stopiony (niska i wysoka hartowalność).
- Rolka narzędziowa.
- Narzędzie do matryc.
- Wysokostopowe (szybkie).
- Przez odporność na ciepło:
- Z niewielką stabilnością.
- Ze zwiększoną stabilnością.
- Odporny (stal dielektryczna).
Narzędzie stalowe
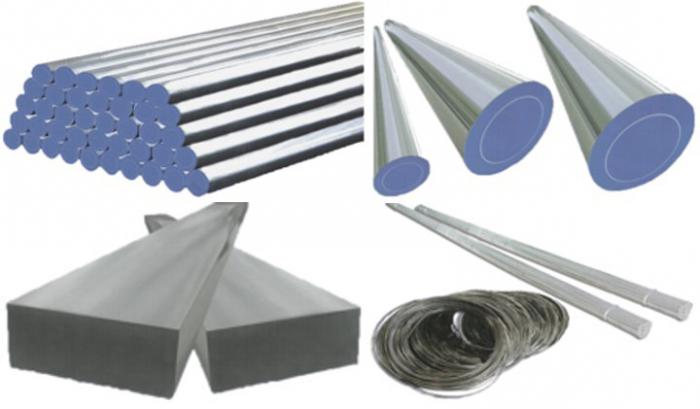
Stal narzędziowa dostarczana jest konsumentowi w następującym asortymencie:
- Kwadrat i koło gorąco walcowane.
- Pasek, kwadrat, koło kute.
Wszystko to może być wykonane ze stopowej, węglowej lub szybkotnącej stali. Kwadrat i koło wykonane z MIS mają zwiększoną obrabialność i są używane do produkcji różnych narzędzi.

Stal wysokowytrzymała po obróbce cieplnej przejdź do:
- produkcja narzędzi skrawających (wiertła, krajarki, piły itp.);
- Produkcja sprzętu do późniejszej obróbki metali, wykonywana zarówno na gorąco, jak i na zimno;
- tworzenie form, rolek, stempli i matryc lądowania, piły do metalu i piły taśmowe, gwintowane manometry itp .;
- przetwarzanie na produkty wytwarzane metodą ciągnienia na zimno.
Stały mniej stały stosuje się do późniejszej obróbki na zimno (frezowanie, toczenie itp.). Taśma narzędziowa służy głównie do produkcji matryc, umożliwiając obróbkę metalu pod ciśnieniem.
W zależności od marki stali, z której jest wykonana, pasek dzieli się na kilka grup:
- pierwszy jest używany do produkcji narzędzi przeznaczonych do obróbki metali na zimno i innych materiałów;
- drugi dotyczy produkcji narzędzi, które umożliwiają obróbkę metali pod ciśnieniem w wysokich temperaturach (około 300 stopni).

Gatunki stali, znakowanie stali narzędziowej
Obecnie nie istnieje jednolity system etykietowania jako taki. W Rosji, CU i Kraje WNP Stosowany jest system oznaczania stosowany w ZSRR (alfanumeryczny). Liczby wskazują procent niektórych pierwiastków chemicznych w stali, a litery wskazują nazwy tych pierwiastków. Najczęstsze oznaczenia zostały przedstawione w poniższej tabeli.
W UE oznaczanie odbywa się zgodnie z przepisami normy EN 100 27, która składa się z dwóch części. Według pierwszego, stal otrzymuje nazwę. Zgodnie z drugim, otrzymują numery seryjne.
| Nazwa istniejącego pierwiastka chemicznego | Oznaczenie literowe |
| Chrome | X |
| Tytan | T |
| Wolfram | W |
| Nikiel | H |
| Miedź | D |
| Mangan | R |
| Kobalt | Do |
| Krzem | Dzięki |
Japońskie oznakowanie - alfanumeryczne. Ponadto litery oznaczają grupę, do której należy określony materiał, a liczby oznaczają właściwości stali i jej numer w porządku.
W USA istnieje kilka systemów oznaczania działających jednocześnie (każda organizacja normalizacyjna ma swoje własne), co jest niezwykle niewygodne.
Carbon Instrumental Steel (MIS)

System MIS podzielony jest na szereg wskaźników. Na przykład:
- skład chemiczny na:
- jakościowy (procent fosforu / siarki wynosi 0,035 / 0,03%);
- wysoka jakość (zawartość procentowa fosforu / siarki wynosi 0,03 / 0,02%).
- Cel:
- high-speed (oznaczony literą "P");
- Inżynieria elektryczna ("E");
- łożysko kulkowe ("W").
- W ramach dalszego przetwarzania itd.
Najpowszechniej stosowanym jest ICU, czyli stal, w której procent węgla jest ograniczony do 0,65-1,35. Po zakończeniu obróbki cieplnej (hartowanie stali narzędziowej) znacznie wzrastają wartości wytrzymałości i twardości tego materiału.
Obecnie handel oferuje 16 znaków ISU, z których każda ma swoje własne oznaczenie alfanumeryczne. Litery zawarte w oznakowaniu ISU oznaczają:
- Y oznacza stal węglową;
- A - oznacza stop należący do grupy wysokiej jakości (zawsze umieszczany na końcu oznaczenia);
- G - stop ma wysoką zawartość takiego pierwiastka, jak mangan;
- liczba po "Y" wskazuje procent (w dziesiątych częściach) węgla w IMS.
Ograniczenia w korzystaniu z poszczególnych marek MIS

Spośród 16 obecnie produkowanych przez branżowe marki MIS prawie połowa ma ograniczenia w użyciu. Na przykład.
- Stal narzędziowa klasy U9A i U9. Podczas hartowania zwiększają się rozmiary ziaren, co prowadzi do zwiększenia prawdopodobieństwa wypaczenia metalu i zmiany jego wymiarów geometrycznych. Marki te charakteryzują się niższym stopniem plastyczności i wytrzymałości niż marki U10A i U10, które za nimi podążają.
- Gatunki stali U11 i U11A są rzadko używane ze względu na ich szczególne właściwości.
- ISU U13, U12, U12A, U13A mają maksymalną zawartość węgla, co prowadzi do znacznego wzrostu kruchości stali tych gatunków po jej utwardzeniu. Dlatego nie zaleca się stosowania ich do produkcji form lub matryc.
Te gatunki stali produkowane są zgodnie z postanowieniami normy 1435-99. Ta stal instrumentalna GOST otrzymała najpierw jako standard międzystanowy w dniu 28/12/99, a dopiero później jako narodowy rosyjski (od 01.09.01).
MIS służy do produkcji narzędzi, które tną z małą prędkością. Główne zalety ISU można uznać za niski koszt i stosunkowo wysoką twardość. Główne wady: mała wytrzymałość cieplna materiału i jego niska odporność na zużycie.
Narzędzie stopowe (ISL)
Instrumentalne stale stopowe, oprócz tradycyjnych zanieczyszczeń, zawierają specjalne dodatki, których obecność pozwala uzyskać określone parametry fizyczne lub mechaniczne z produktu końcowego. Te dodatki są nazywane stopowaniem. Ich obecność zwiększa wytrzymałość metalu i jego odporność na korozję, jednocześnie zmniejszając kruchość. Najbardziej powszechnymi pierwiastkami stopowymi są:
 wanad
wanad - chrom;
- miedź;
- nikiel;
- azot.
Stalowe marki są klasyfikowane:
- zgodnie z jego przeznaczeniem;
- w sprawie zawartości pierwiastków stopowych (%):
- niskostopowe;
- średnio stopowy;
- wysokostopowy;
- w sprawie jakości produkcji i wykończenia powierzchni:
- wysoka jakość;
- zwyczajny;
- metodą późniejszego przetwarzania.
Stal narzędziowa stopowa, w tym matryca, wykonana jest zgodnie z przepisami normy 5950-2000. Aktualna wersja tego GOST jest opatrzona datą 07.24.12.
Instrumentalna stal stopowa jest oznaczona i oznaczona jako stal stopowa, podobnie jak stal.
Narzędzie o dużej prędkości (ISF)
Główną różnicą między stalami tych klas jest ich silne domieszkowanie. Głównie wolfram, wanad i molibden.
HMB zachowuje wysoką odporność na zużycie, twardość i odporność na pojawianie się plastycznych odkształceń w temperaturach rzędu 500-600 stopni. Pozwala to na cięcie narzędziami wykonanymi ze stali tych gatunków o wyższych prędkościach (prawie 4 razy), a także obróbkę stali o podwyższonej twardości.
Gatunki stali narzędziowej o dużej prędkości produkowane są zgodnie z postanowieniami normy 19265-73. Podany GOST jest ważny od 01.01.75.
Wszystkie HMB jako pierwsze zawierają na etykiecie literę "P", a następnie cyfrę charakteryzującą średnią wartość wolframu, wyrażoną w dziesiątych częściach procenta. Dalej (w porządku malejącym) - alfanumeryczne oznaczenia innych pierwiastków obecnych w stali. Obecność i udział masowy chromu w IBF nie jest określony, ponieważ domyślnie zakłada się, że musi on występować w ilości około 4%. Obecność węgla, który jest zawsze proporcjonalny do zawartości wanadu w FBI, również nie jest wskazana.
Wykonanie narzędzia całkowicie z HMB jest niezwykle kosztowne. Dlatego w przeważającej większości przypadków uchwyt noża jest po prostu lutowany na uchwycie lub jest przyspawany do płyty stał się szybki.
Kość narzędziowa (ISH)

Stemple, zwłaszcza do tłoczenia na gorąco, są eksploatowane w trudnych warunkach. Są to wielokrotne obciążenia udarowe w wysokich temperaturach, mające różne wartości w różnych jego częściach.
Z tego powodu na ISH nakładane są wyższe wymagania. Powinien mieć wystarczającą wytrzymałość, wysoką wytrzymałość, odporność na działanie temperatury, niskie ścieranie i powinien być dobrze traktowany.
Szczególnie cenne ISSS są uważane za znaczki, które zawierają molibden w swoim składzie. Producenci metali dostarczają półprodukty cylindryczne lub prostokątne wykroje matrycowe użytkownikom końcowym, których geometryczne wymiary są określone przez obowiązujące normy. W procesie produkcji ISSH odbywa się wyżarzanie i uzyskuje twardość, której wskaźnik musi mieścić się w zakresie wartości HB od 187 do 255.
Przygotowania do przyszłych znaczków odbywają się na dwa sposoby: pod prasą lub tak zwaną bezpłatną kuźnią. Jednocześnie koniecznie osiąga się ciąg przetworzonego wlewka o 50 lub więcej procent jego początkowej wysokości.